
Vacuum Chamber Fabrication Explained: A step-by-step primer for international buyers.

 by admin
by admin1. Engineering & Preparation
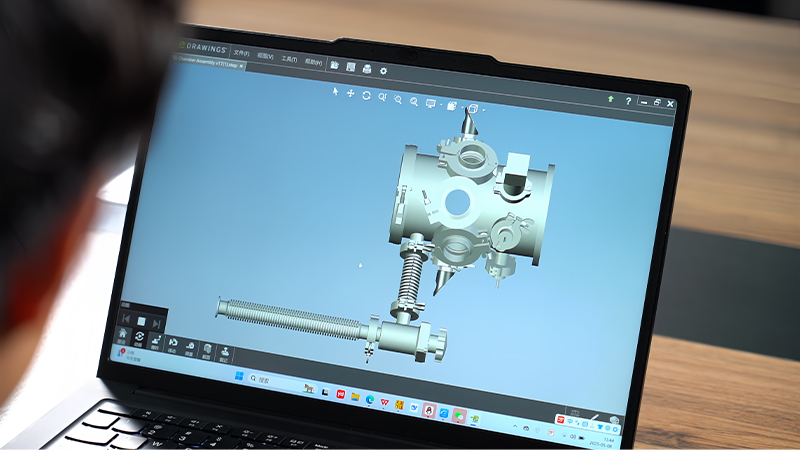
1.1 Design package
Geometry: Define internal layout, pump, gauge, and viewport ports, as well as electrode/target positions.
Vacuum spec: set ultimate pressure, leak rate, proof pressure; choose alloy, weld method, seal type accordingly.
Documentation: detail drawings, general assembly, weld-sequence plan, full GD&T.
1.2 Materials & consumables
Alloys: 304L/316L austenitic stainless (low-carbon, low out-gassing); Al- or Ti-alloys on request.
Consumables: matching filler wire, vacuum-grade seals, CF/KF hardware.
Metrology: helium mass-spectrometer leak detector, surface roughness gauge, CMM.
2. Material processing
2.1 Pre-treatment
Degrease: alkali or ultrasonic bath to remove rolling oils.
Pickle & passivate: strip oxide/scale, restore Cr-oxide film.
Protection: gloves or peel film during machining.
2.2 Cutting & forming
Cut: plasma, laser, or water-jet.
Roll: cylinders on plate rolls; rectangular shells brake-formed.
Machine: finish seal grooves, threaded ports to Ra ≤ 0.8 µm.
Hole-making: CNC-cut windows, pump ports; break all edges.
3. Fit-up & welding
3.1 Tack assembly
Locate with minimal tack welds; sequence chosen to balance shrinkage.
3.2 Welding
Process: GTAW (TIG) as default; electron-beam for high-purity joints.
Acceptance: zero porosity, full penetration, smooth internal bead; single-side welds often back-shielded for “double-sided” profile.
Critical seams 100 % He-leak tested in situ.
4. Post-weld operations
4.1 Stress relief
Furnace or local PWHT 450–650 °C; large parts may use vibratory stress relief.
4.2 Final cleaning
Re-pickle weld zones; ultrasonic rinse → DI water → hot-air dry; certified to ≤ 1 mg/m² residual organics.

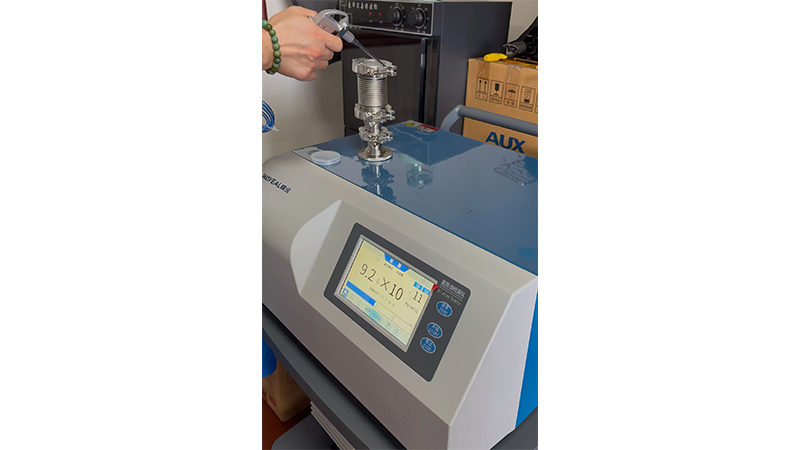
5. Quality verification
Dimensional & visual: chamber length, port spacing, flange flatness ≤ 0.1 mm/100 mm.
Vacuum: integral leak rate ≤ 1 × 10⁻⁹ Pa·m³/s (or client class).
Pump-down: reach the specified ultimate within the published curve.
Mechanical: hydrostatic or pneumatic proof test at 1.3 × design pressure.
6. Finishing & dispatch
Surface: glass-bead, satin polish, or electropolish (Ra ≤ 0.4 µm) to cut gas load.
Protection: PVC film + desiccant bag, shock-mounted crate.
Release to stock or direct integration with pumps, valves, and deposition sources.
With every stage traceable to ISO 9001 and EN 13980 (ATEX) where required, our chambers arrive ready for immediate high-vacuum duty—anywhere on the globe.



